Especially in the wind turbine industry, case carburized as well as black oxidized bearings are often discussed when it comes to making bearings more durable. Case carburizing is a bearing steel heat treatment, whereas black oxide is a conversion layer. Therefore, a direct comparison is somewhat difficult. So, what are the benefits of either process?
How do the two processes work?
Carburization is a heat treatment process to strengthen metal. The material (usually iron or steel) absorbs carbon while heated in the vicinity of a gas with a high carbon content. The period of time and the temperature to which the metal is exposed can affect the amount of carbon that is transferred. The depth of carbon infusion is usually increased by longer carburizing times and higher temperatures. Cooling the metal quickly with a method known as quenching hardens the steel leaving a higher content of the carbon on the exterior.
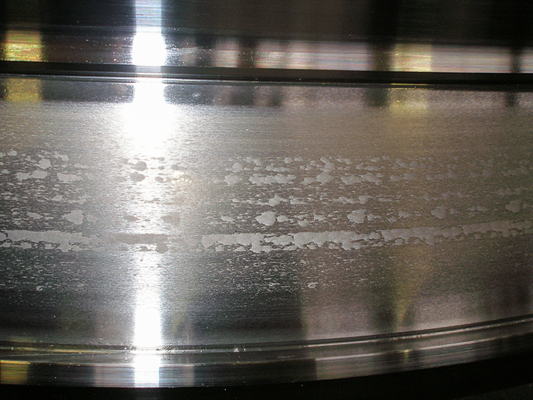
Creating black oxide is a completely different process. Bearings are immersed in an alkaline solution at temperatures of 130–150 °C. The solution creates a reaction between the iron and the ferrous alloy and transforms microns of steel substrate of the bearing into a blend of iron oxides. As a result of this process, bearings are coated in a black surface layer to protect them. The conversion layer black oxide is not a new invention and has been in use for approximately 100 years. This also the case for carburizing heat treatment.
In what situations do the different designs shine?
Today, in the wind power industry, both case carburized and black-oxidized through-hardened solutions are commonly deployed. In most applications, endurance life and/or wear resistance are decisive parameters. Through hardened and case carburized bearings perform equally well in such applications provided the requirements on hardness, micro-structure and surface integrity are fulfilled. The final choice is therefore often determined by manufacturing cost, preference, and previous experience of all involved parties.
If high dimensional stability is required, through hardening is advantageous. For applications requiring high structural strength, in particular under heavy shock loads or extreme hoop stresses, case carburizing is preferable if the ratio of case depth and the relevant cross section is optimized. This is important in applications that must operate for 20 years or more and where there is a risk of fretting or creep if the inner ring expands. However, gearboxes or main shaft bearings do not normally experience heavy shock loads or excessive hoop stresses.
Black oxide conversion coating offers many benefits and protection in numerous scenarios. In a situation where the interior of a turbine would experience moisture, conventional or non-coated bearings could be vulnerable to corrosion. Black oxide on the surface of components reduces the corrosive effect of moisture.
Furthermore, in situations where lubrication conditions are not optimal, black oxide can increase the safety margin against micropitting compared to non-coated bearings. And it isn’t just the results of poor lubrication levels that black oxide shields against. It can also protect against potential aggressive additive packages in commercial oils.
In the wind industry, hydrogen uptake due to certain tribochemical mechanisms (eventually connected to water ingress) is a frequently discussed topic. Hydrogen ingress in wind turbine gearbox bearings is more a speculation than a fact. It is extremely difficult to evaluate the hydrogen content in a failed bearing. Hydrogen usually diffuses from the steel at room temperature, making measuring hydrogen content somewhat inaccurate. However, investigations suggest that a black oxide coating can act as a hydrogen permeation barrier.
Additionally, black oxide bearings provide greater protection for rotating bearings in high speed and low load conditions. This happens in a wind turbine gearbox typically during startup or even when disconnected from the grid. Such conditions can lead to adhesive wear, also known as scuffing, in non-coated bearings.
To give a comparison of the potential improvement in failure rates, a wind gearbox manufacturer has reported that in a sample of 1,000 standard cylindrical roller bearings in a gearbox application, there is a failure rate ranging from 40% to 70% (after two years). Subsequently, in a sample of 1,150 black oxidized cylindrical roller bearings for a similar application, the failure rate was 0.1 % over the same period.